24年專注鋁單板定制廠家世界500強(qiáng)建工集團(tuán)供應(yīng)商,已供應(yīng)30000+工程項(xiàng)目
定制熱線:400-660-9918
免費(fèi)設(shè)計(jì)、免費(fèi)測(cè)量")
熱門關(guān)鍵詞: 上海鋁方管 鋁沖孔網(wǎng)板 鋁方通廠家 鋁方管價(jià)格 外墻鋁單板
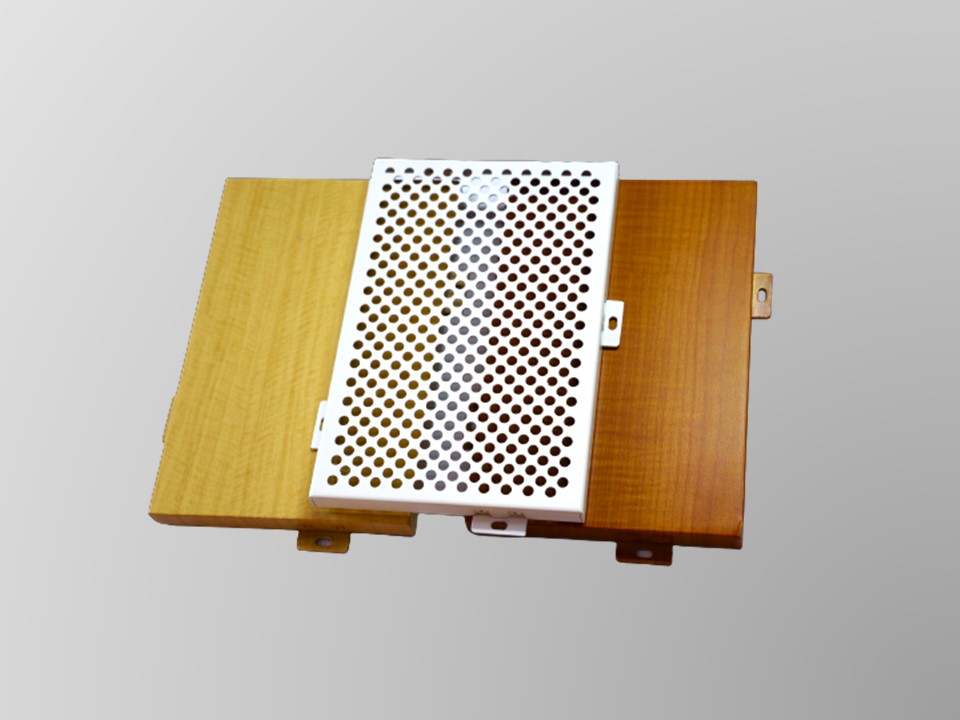
目前,許多室內(nèi)外建筑裝飾工程都偏愛鋁單板材料,但鋁單板廠家在實(shí)際生產(chǎn)加工過程中不可避免地存在產(chǎn)品缺陷。常見缺陷主要包括:鋁單板加工中的縮孔、鋁單板“死區(qū)”中的剪切裂紋和折疊、橫向裂紋、縱向裂紋、鋁單板加工零件的彎曲、收縮引起的截面尺寸不一致、殘余應(yīng)力大和粗晶環(huán)等,這些都是在鋁單板廠家加工過程中可能存在的缺陷,因此想一定要找到靠譜的廠家,生產(chǎn)定制高品質(zhì)的鋁單板。

加工收縮是鋁單板加工缺陷的重要原因。這是因?yàn)锽區(qū)金屬的軸向壓應(yīng)力較小。因此,當(dāng)a區(qū)金屬流向模具孔時(shí),它將與B區(qū)金屬一起流動(dòng),使其上端面離開沖頭并形成凹形。再加上徑向壓應(yīng)力的影響,形成了這種收縮。避免和防止收縮的解決方案是正確控制殘余壓力的高度,并在必要時(shí)增加反向推力。

當(dāng)鋁單板在廠家加工和定制時(shí),如果摩擦系數(shù)較大且模具溫度相對(duì)較低,則模具底部通常會(huì)形成一個(gè)難變形區(qū),通常稱為“死區(qū)”。由于該區(qū)域內(nèi)的金屬不變形,但與其相鄰的上部金屬變形和流動(dòng),接合處將發(fā)生強(qiáng)烈的剪切變形,這將導(dǎo)致金屬剪切開裂,即“死區(qū)”裂紋,有時(shí),由于上部金屬的大量流動(dòng)和“死區(qū)”金屬的流動(dòng),可能會(huì)形成折疊效應(yīng)。與“死區(qū)”連接處的強(qiáng)烈剪切變形對(duì)鋁單板加工零件的微觀結(jié)構(gòu)和性能有重大影響。避免和防止“死區(qū)”剪切開裂和折疊的解決方案是改善潤(rùn)滑條件,正確控制模具和毛坯的溫度,也可以使用錐角凹模。錐角的作用是使力在平行于錐的方向上有一個(gè)分量,該分量與摩擦方向相反,因此有利于金屬的變形和流動(dòng)。根據(jù)不同的條件,我們可以通過計(jì)算來確定合適的錐角,以抵消摩擦的影響。

雖然鋁單板加工筒中可能出現(xiàn)諸如鋁單板加工收縮和“死區(qū)”剪切裂紋等缺陷,但變形金屬處于三維壓縮的應(yīng)力狀態(tài),它可以焊接金屬中的微裂紋,大大減少雜質(zhì)的危害。特別是在加工比例較大的鋁單板工件時(shí),這種應(yīng)力狀態(tài)對(duì)提高金屬的塑性極為有利,但在鋁單板加工過程中,經(jīng)常會(huì)出現(xiàn)各種裂紋。

在鋁單板廠家加工過程中,當(dāng)變形金屬通過孔口部分時(shí),由于摩擦的影響,表面金屬流動(dòng)緩慢,軸部分流動(dòng)快,這進(jìn)一步加劇了氣缸中形成的不均勻變形,內(nèi)外金屬的流動(dòng)速度不同,但兩者是一個(gè)整體,因此必須存在相互平衡的內(nèi)力,例如,如果凹模孔口的形狀復(fù)雜,這會(huì)增加附加拉應(yīng)力的值,在加工鋁單板刀片時(shí),由于厚度不均勻,各地的阻力也不同,較薄部分的摩擦阻力大,冷卻也快,因此流動(dòng)緩慢,在附加拉應(yīng)力的作用下,這里往往容易產(chǎn)生裂紋,特別是對(duì)于加工低塑性材料的鋁單板。

 服務(wù)熱線:400-660-9918
服務(wù)熱線:400-660-9918
 聯(lián)系郵箱:zhonghushiye@163.com
聯(lián)系郵箱:zhonghushiye@163.com
 公司地址:上海市青浦區(qū)北青公路6588號(hào)F1-104、105、106
公司地址:上海市青浦區(qū)北青公路6588號(hào)F1-104、105、106
 移動(dòng)官網(wǎng)
移動(dòng)官網(wǎng)
 領(lǐng)取資料
領(lǐng)取資料






")


